
Wertstromgestaltung
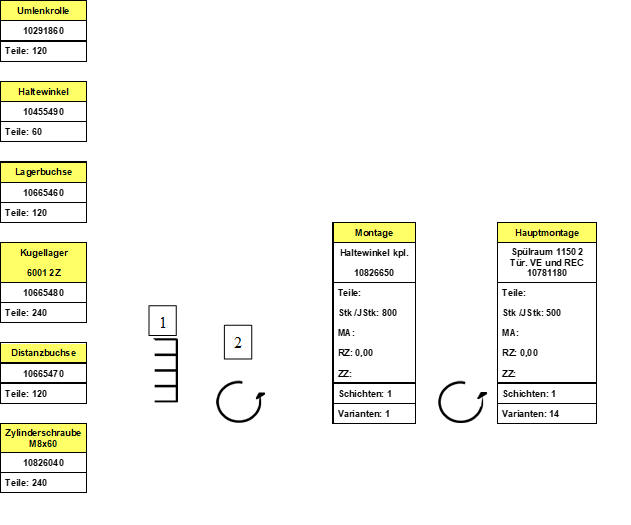
Beispielhaft ist ein Wertstrom vom Haltewinkel dargestellt.
Erklärung
Die Projektgruppe hat beispielhaft einen
erstellten Wertstrom des Vormontageplatzes vom Haltwinkel kpl.
definiert. Für alle Wertströme wird davon ausgegangen, dass das
Material an den Arbeitsplätzen zur Verfügung steht. Die Materialien
sind in Kanban-Kisten am Platz gelagert, welche durch ein
Belieferungssystem innerhalb der Firma wieder aufgefüllt werden. Den
Supermarkt am Arbeitsplatz stellt das Zeichen bei der Zahl 1 dar.
Die Teile werden aus dem Kanban-Lager, welche direkt am Arbeitsplatz
sind, entnommen (Zeichen bei der Zahl 2) und montiert. Das ergibt
die Montage „Haltewinkel“. Die Teile kommen im Anschluss direkt zur
Hauptmontage des Spülraumes. Der Haltewinkel wird hierbei nicht
zwischengelagert. Die Projektgruppe will damit Lagerplatz sparen,
indem das Teil direkt verbaut wird. Dies ist aufgrund kurzer
Montagezeiten möglich.
Wertstrom
Sie liefert einen Soll-Zustand von Material- und Informationsflüssen der einzelnen Wertströme.
Die Projektgruppe hat in den folgenden
Abschnitten, den Wertstrom des neuen Montagebereichs festgelegt.
Dieser ist wichtig, um zu erkennen, welche Teilprodukte vormontiert
bzw. wie viele Vormontageplätze benötigt und geplant werden müssen.
Man schaut sich zu Beginn die Stücklisten der gesamten neuen Serie an. So sieht man, welche Baugruppen komplexer und somit vormontiert werden sollen oder sogar müssen. Die damit verbundenen einzelnen Materialien, für die vormontierte Baugruppe, sind im Anschluss herauszufinden, durch die Stücklisten in den bereits vorhandenen Excel-Tabellen. Nachdem sammeln der Materialien an den Vormontageplätzen, geht es zur Losgrößenbestimmung. Es wird in Absprache mit dem Projektbetreuer mit einer Losgröße gerechnet, dass an den Plätzen Material, welche für zwei Wochen Produktion reichen sollen, lagern. Ausgegangen von drei voll ausgestatteten Gerätetypen pro Tag, sprich die maximale Anzahl an Teilen die in einer Maschine vorhanden sein können, werden die Größen der Kisten und die des Lagerplatzes ausgelegt, was wichtig zur Planung der Vormontageplätze ist.