|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Gewählte Lösung |
|
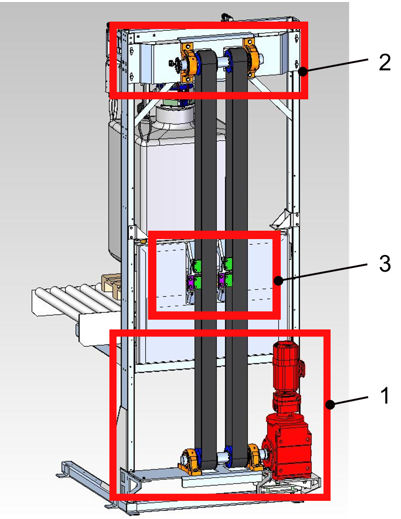
Die von der Projektgruppe ausgearbeitete Variante mit einem
umlaufenden Zahnriemen kann in mehrere Teilsysteme unterteilt
werden, welche in diesem Kapitel genauer beschrieben werden. Hierbei
handelt es sich um folgende Teilsysteme: • Die Antriebseinheit (Pos. 1) • Die Umlenkung im oberen Bereich (Pos. 2) • Die Anbindung an die Laufwagenvarianten (Pos. 3) Die folgende Beschreibung bezieht sich auf die Laufwagenvariante mit der heb- und senkbaren Rütteleinrichtung und Sacktransport. Diese kann ebenfalls für die Laufwagenvariante mit der heb- und senkbaren Füll- und Wägeeinrichtung verwendet werden. |
 |
| Gewählte Lösung - Rückansicht |
Antriebseinheit |
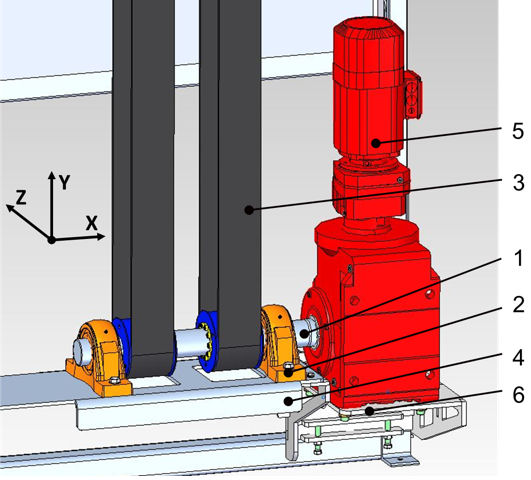
| Die Antriebseinheit ist das
Kernstück der neuen Lösung. Hier befinden sich alle Elemente die für
die Bewegung des Riemens verantwortlich sind. Die Antriebswelle (Pos. 1) dient als Kraftübertragungselement. Sie ist aus dem Wellenwerkstoff 42CrMo4 (1.7225 +QT) gefertigt, welcher für die hier vorliegenden Kräfte die erforderliche Festigkeit garantiert. Die Kraftübertragung der einzelnen Bauteile auf die Welle erfolgt durch Spannsätze. Dieses Vorgehen hat den Vorteil, dass die Welle keine Passfedernuten besitzt und somit nur auf den Passdurchmesser gedreht werden muss. Ein weiterer Vorteil von Spannsätzen ist, dass die Welle nicht zusätzlich durch Nuten oder Kerben geschwächt wird. Die Lagerung der Antriebswelle wird in dieser Konstruktion von zwei Pendelrollenlagern (Pos. 2) des Herstellers SKF übernommen. Die Lagereinheiten sind fertige Zukaufteile und können als Los- und Festlager bestellt werden. So wurde im Bereich des Motors ein Festlager und im äußeren Bereich ein Loslager verbaut. Die axiale Sicherung auf der Welle übernimmt ein Spannsatz im Lager, welcher ebenfalls zum Lieferumfang der Lagereinheit gehört. Durch Langlöcher im Lagerbock kann die Welle in Z-Richtung ausgerichtet werden. Die Riemen werden in zwei Zahnriemenscheiben mit Bordscheiben geführt (Pos. 3). Diese werden mit Spannsätzen des Lieferanten Stüwe auf der Welle fixiert. Ein axialer Ausgleich in X-Richtung ist beim Montieren der Zahnriemenscheiben möglich. Die Antriebskonsole (Pos. 4) ist für die Aufnahme der Lager zuständig. Das Blech für die Lager besitzt zwei Aussparungen. Diese müssen vorhanden sein, damit die Riemenscheibe mit dem größeren Durchmesser nicht mit dem Blech kollidiert und problemlos rotieren kann. Verschraubt wird das Blech auf zwei Halterungen. Auf der linken Seite wird der Halter seitlich an die bestehende Konstruktion angeschweißt. Der Halter auf der rechten Seite stützt sich unten am bestehenden Gestell ab und wird dort ebenfalls verschweißt. Für den Antriebsmotor wurde auf den im Hause HAVER & BOECKER OHG bekannten Hersteller und Lieferanten SEW zurückgegriffen. In Zusammenarbeit mit den Vertretern von SEW wird für die neue Hebevorrichtung ein Motor nach unseren Vorgaben mit angebautem Kegelstirnradgetriebe (Pos. 5) verwendet. Je nachdem welche Drehrichtung beim Motor angesetzt wird, bewegt sich der Laufwagen entweder auf- oder abwärts. Für die Kraftübertragung von Motor zu Welle, wird der Motor von SEW mit Spannsätzen ausgestattet. Dies gewährleistet zudem eine schnelle und unkomplizierte Montage. Die Konsole (Pos. 6), auf welcher der Motor angeschraubt wird, besteht aus zwei Baugruppen. Die eine wird an das bestehende Gestell angeschweißt und beinhaltet die Schrauben für die Höhenverstellung. Die zweite Baugruppe ist die Konsole für den Motor. Diese wird an die erste Baugruppe angeschraubt und kann durch verstellen der Schrauben in der Y-Achse justiert werden. |
 |
| Antriebseinheit |
Umlenkung |
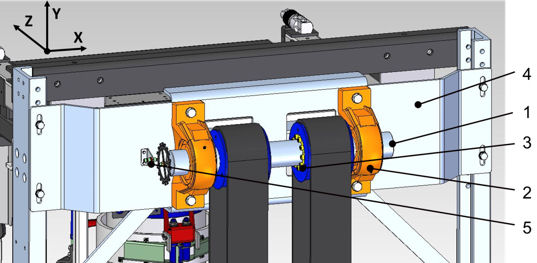
| Die Anordnung der Lager und
Zahnriemenscheiben auf der oberen Achse (Pos. 1) entspricht
derselben Anordnung wie die auf der Antriebswelle und ist
ebenfalls aus dem Werkstoff 42CrMo4 gefertigt. Da die Achse über die
gesamte Länge den Durchmesser von 90mm hat, kann diese mit geringem
Fertigungsaufwand produziert werden. Durch den identischen
Durchmesser mit der Antriebswelle können dieselben Lager und
Spannsätze verwendet werden Die Lagerung (Pos. 2) besteht ebenfalls aus zwei Pendelrollenlagern des Herstellers SKF. Anders als bei der Antriebseinheit, sind die Lager hier seitlich montiert (90° zur Kraftrichtung). Bedingt ist diese Anordnung durch die Befestigung der Konsole. So können die Lager falls notwendig, in Y-Richtung ausgerichtet werden. Die Aufteilung für Los- und Festlager ist identisch wie bei der unteren Welle. Die Riemen werden in zwei Zahnriemenscheiben mit Bordscheiben geführt (Pos. 3). Diese werden ebenfalls mit Spannsätzen des Lieferanten Stüwe auf der Welle fixiert. Ein axialer Ausgleich in X-Richtung ist bei der Montage der Zahnriemenscheiben möglich. Die Konsole (Pos. 4) dient zur Aufnahme der Lager und wird durch Schrauben an der bestehenden Konstruktion befestigt. Damit diese problemlos rotieren kann, besitzt sie ebenfalls zwei Aussparungen im Bereich der Riemenscheiben. Die Wegmessung (Pos. 5) erfolgt im oberen Bereich durch ein Lochblech und einen Sensor. Dieser nimmt die Takte des Lochbleches auf und schickt sie an die Steuereinheit weiter, wo dann elektronisch der zurückgelegte Weg umgerechnet wird. |
 |
| Umlenkung |
Anbindung an den Laufwagen / Waagenrahmen |
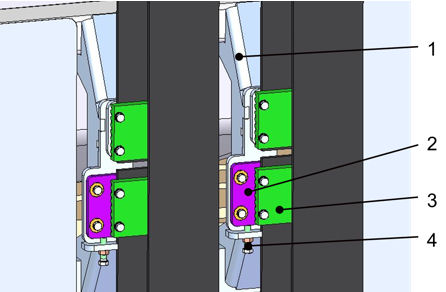
| Ein neukonstruiertes Verbindungselement (Pos. 1) ermöglicht die Anbindung an die Laufwagenvarianten. Es ist ein Laserteil, das nach dem Biegen an den Laufwagen angeschweißt wird. Auf der äußeren Seite sind pro Verbindungselement jeweils zwei Justierplatten (Pos. 2) angebracht. Beim Einlegen des Riemens wird dieser durch Klemmplatten (Pos. 3) verschraubt. Somit ist der Riemen form- und kraftschlüssig mit dem Verbindungselement verbunden. |
 |
| Anbindung an den Laufwagen / Waagenrahmen |
| Der Riemen muss für einen störungsfreien Lauf vorgespannt werden. Dies wird durch die untere Justierplatte realisiert. In ihr sind Langlöcher vorgesehen. Durch unterhalb der Justierplatte angebrachten Schrauben (Pos. 4), kann die nötige Vorspannung erzielt werden, indem die Justierplatte durch die Schrauben verspannt wird. Die Vorspannung kann mit einem Messgerät des Zahnriemenherstellers Conti ermittelt werden. |
 |
| Vorspannmessgerät CONTI® VSM-1 |