Im Laufe der Projektarbeit haben wir ein Konzept entwickelt, durch welches die mutternzentrierte Ausrichtung der Türme zu 100% gewährtleistet wird.

Das Schaubsystem der Firma LinMot wurde gewählt,
da es Linear und Rotationsbewegungen gleichzeitig
ausführen und Überwachen kann.
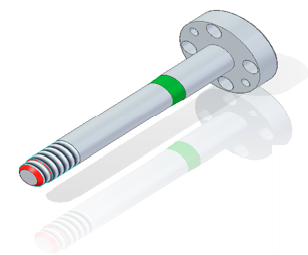
Mit dem selbst konstruierten Gewinde-Zentrierdorn wird
der Turm durch eine Zentrierspitze und das
Ausgleichsgewinde ausgerichtet. Zum Schluss wird über
eine Konische Fläche ausgerichtet.
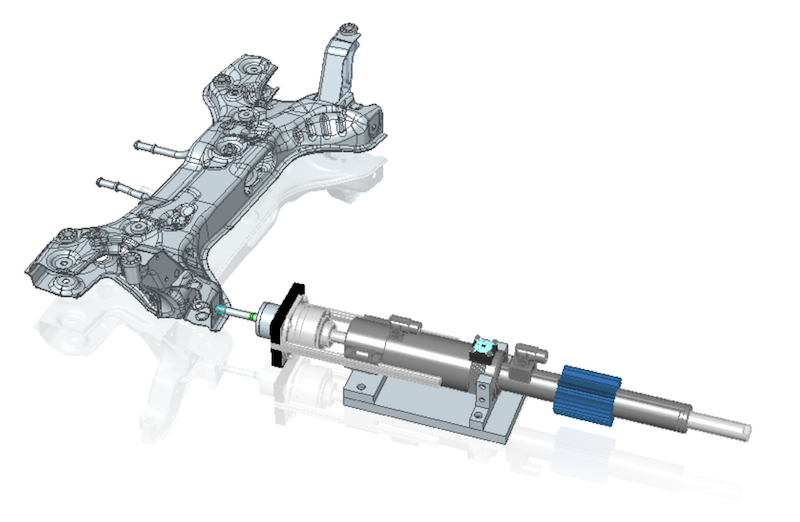
Systemsteuerung & Prozessüberwachung
Über die Steuerung wird der komplette Arbeitsvorgang des Hub-Dreh-Motors exakt programmiert. Nachdem die Türme auf Schweißposition fahren, fährt der Dorn durch die lineare Bewegung des Hub-Dreh-Motors mit einer maximalen Geschwindigkeit von 3m/Sekunde durch die Lochung bis kurz vor die Schweißmutter. Die Rotationsbewegung des Gewinde-Zentrierdorns startet und beschleunigt auf 200U/min. Der Dorn fährt an die Mutter heran, welche sich über die Zentrierspitze und die abgeflachten Gewindegänge des Ausgleichsgewindes zum Dorn zentriert. Das Gewinde M12 x 1,5 dreht sich ein und nachdem Dieses 5mm tief in der Schweißmutter ist, beginnt die Ausrichtung der Türme zur Lochung durch die konische Fläche des Gewinde-Zentrierdorns. Wenn der Dorn vollständig eingedreht ist, dann ist der Turm ausgerichtet. Anschließend zieht der Hub-Dreh-Motor den Turm über die lineare Bewegung zu sich heran, um die Position im späteren verbauten Zustand zu simulieren. Die Türme sind nun ausgerichtet und der Schweißprozess startet. Nach dem Verschweißen dreht sich der Gewinde-Zentrierdorn aus der Schweißmutter heraus und fährt auf seine Grundstellung.
Prozessüberwachung
-Drehmoment
-Drehwinkel
-Drehzahl
-Position
-Kraft
-Beschleunigung
