Faltvorrichtung BFS-900
Die von der Projektgruppe ausgearbeitete Lösung (Bild 1) ist in
mehrere Baugruppen unterteilt, welche in diesem Kapitel genauer
beschrieben werden.
Hierbei handelt es sich um folgende Baugruppen:
Pos.1 Formsystem
Pos.2 Tischplatte
Pos.3 Folienfixierung und Anschläge
Pos.4 Prägevorrichtung
Pos.5 Transportrollen und Stauraum
Pos.6 Zubehör
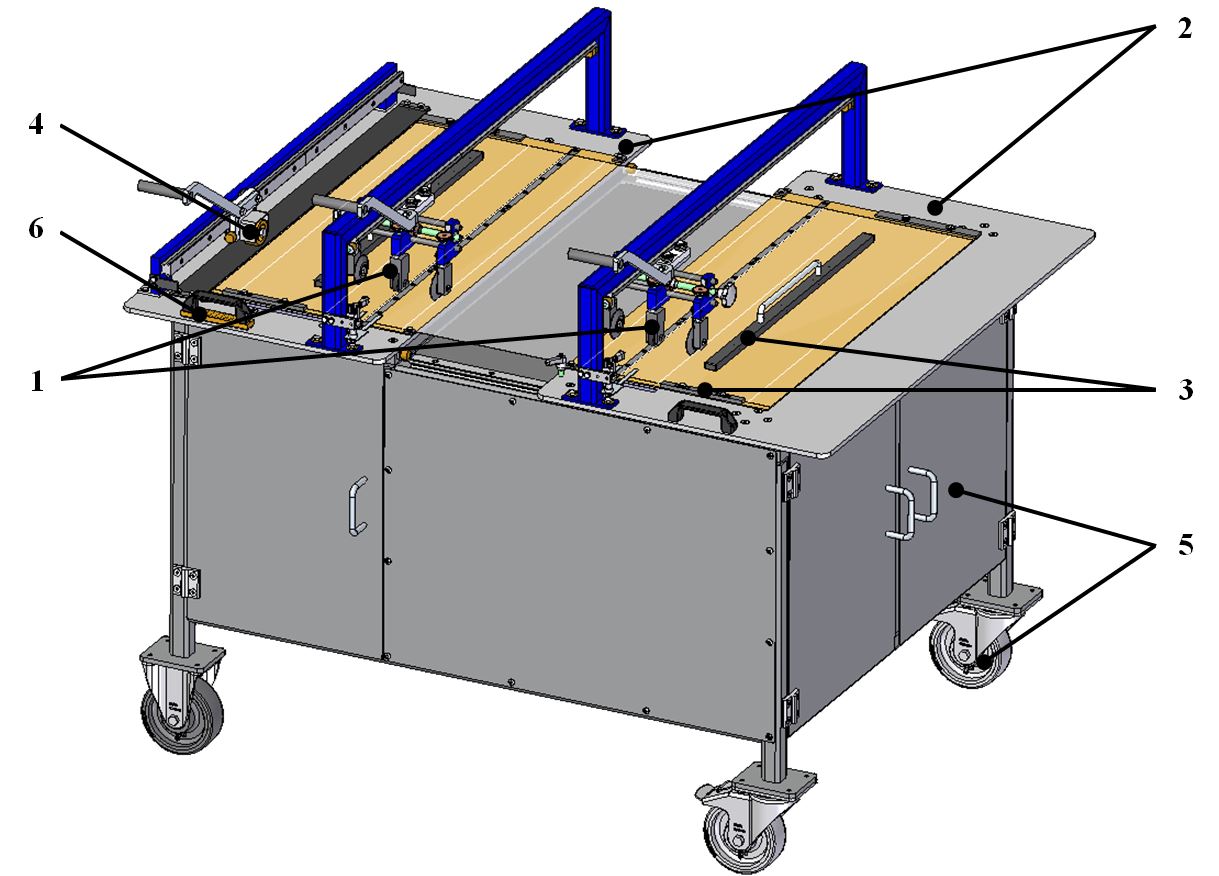
Bild 1 Faltvorrichtung BFS-900
Formsystem
Das Formsystem (Bild 2) ist das Kernstück der
Faltvorrichtung, welches die Knickstellen in die Flachfolie
einbringt. Um den Arbeitsaufwand zu reduzieren, sind mehrere Rollen
verbaut. Dadurch wird die Seitenfalte in einem Arbeitsgang
eingebracht.
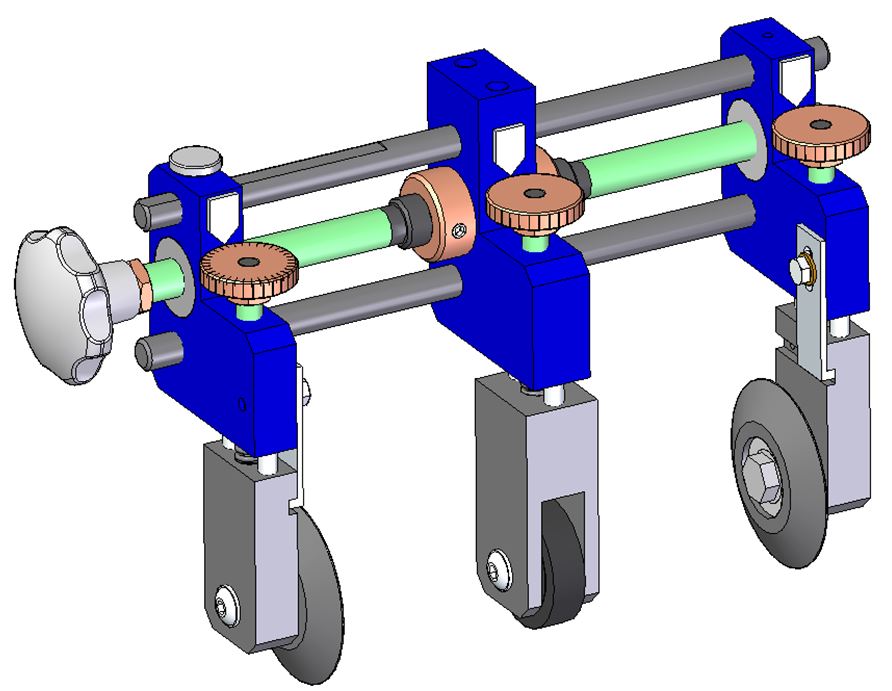
Bild 2 Formsystem
Einstellung der Sacktiefe
Durch verschiedene Sackmaße ergibt sich die minimale und die
maximale Sacktiefe. Diese variiert zwischen 60mm und 170mm. Um die
Sacktiefe manuell einzustellen, wird eine Trapezspindel (Bild 3;
Pos. 4) mit einem Rechts- und Linksgewinde verwendet. Dadurch werden
die Führungsplatten (Bild 3; Pos.6) symmetrisch verstellt und
anschließend mit der Feststellschraube (Bild 3; Pos.1) fixiert. Die
Skala (Bild 3; Pos.10) dient zur Orientierung beim Einstellen der
Sacktiefe.
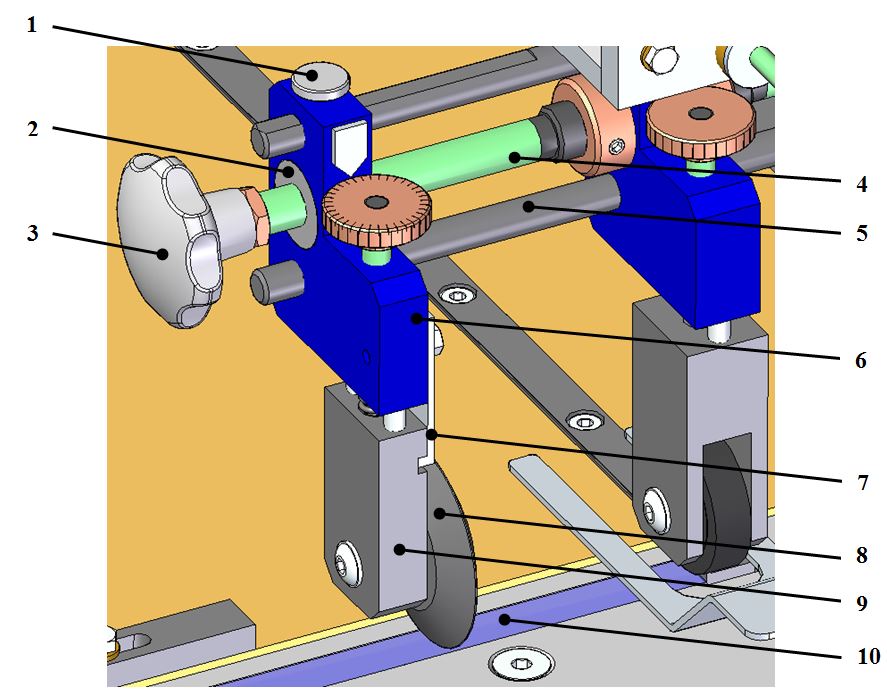
Bild
3 Einstellung der Sacktiefe
Pos.1 Feststellschraube Pos.6 Führungsplatte
Pos.2 Spindelmutter
Pos.7 Anschlag
Pos.3 Sterngriff
Pos.8 Rolle
Pos.4 Trapezspindel Pos.9
Befestigungselement
Pos.5 Spindelführung Pos.10 Skala
Einstellung der Druckkraft
Die Druckkraft der Rollen ist abhängig von der Folienstärke. Wird
die Folie dicker, muss die Druckraft erhöht werden. Eine
Rändelschraube (Bild 4; Pos.2) staucht die Druckfeder (Bild 4;
Pos.4), die auf das Befestigungselement (Bild 4; Pos.5) und somit
auf die Rollen drückt. Je mehr die Druckfeder zusammen gedrückt
wird, desto mehr Kraft wird auf die Rolle übertragen. Die Skala
(Bild 4; Pos.1) dient zur feinen Einstellung der Druckkraft. An den
Befestigungselementen, welche jeweils über zwei Führungsstifte (Bild
4; Pos.6) geführt werden, sind die Rollen gelagert. Die Anschläge
(Bild 4; Pos.7) verhindern das Herausfallen der
Befestigungselemente.
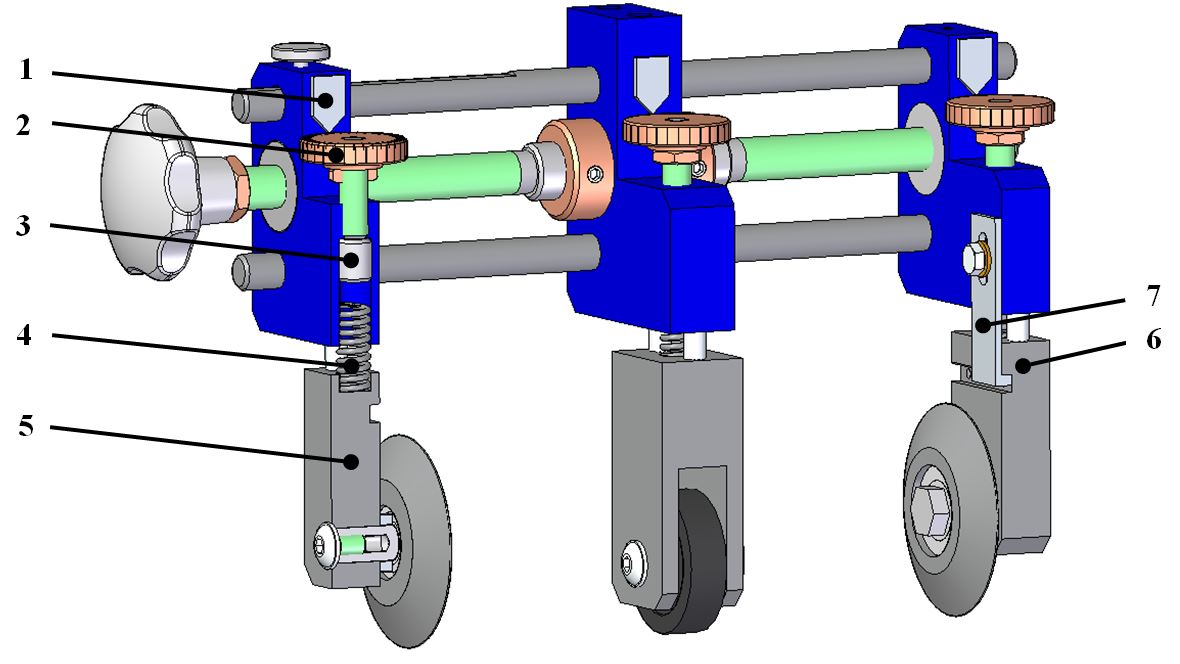
Bild
4 Druckkrafteinstellung
Pos.1 Skala
Pos.2 Rändelschraube
Pos.3 Zylinderstift
Pos.4 Druckfeder
Pos.5 Befestigungselement
Pos.6 Führungsstift
Pos.7 Anschlag
Auslegung der Rollen
Versuche ergeben, dass ein Außenradius von 0,2mm die optimale
Verformung in die Flachfolie einbringt. Die Laufrolle (Bild 5;
Pos.1) mit Polyurethankautschuk-Schicht verfährt über die
Profilschiene (Bild 5; Pos.2), die in der Tischplatte verschraubt
ist, und bringt die untere Verformung in die Flachfolie ein.
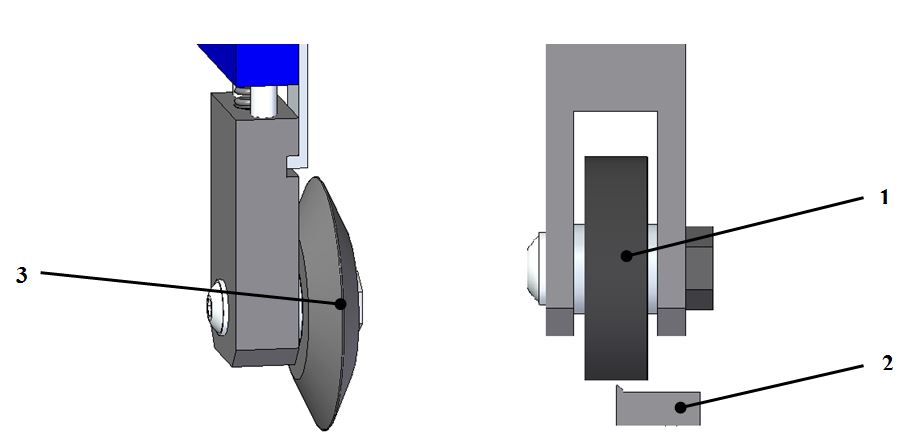
Bild
5 Die Rollen
Pos.1 Laufrolle
Pos.2 Profilschiene
Pos.3 Außenradius
Tischplatte
Die Konstruktion der Tischplatte besteht aus einer festen (Bild 6;
Pos.1) und einer verfahrbaren Tischhälfte (Bild 6; Pos.2). Dies hat
den Vorteil, dass bei kompakter Bauweise alle geforderten
Sackbreiten realisiert werden können. Ein weiterer Vorteil ist die
Gewichtsreduzierung der Faltvorrichtung. Als Oberfläche ist eine
Gummimatte (Bild 6; Pos.3) angebracht.
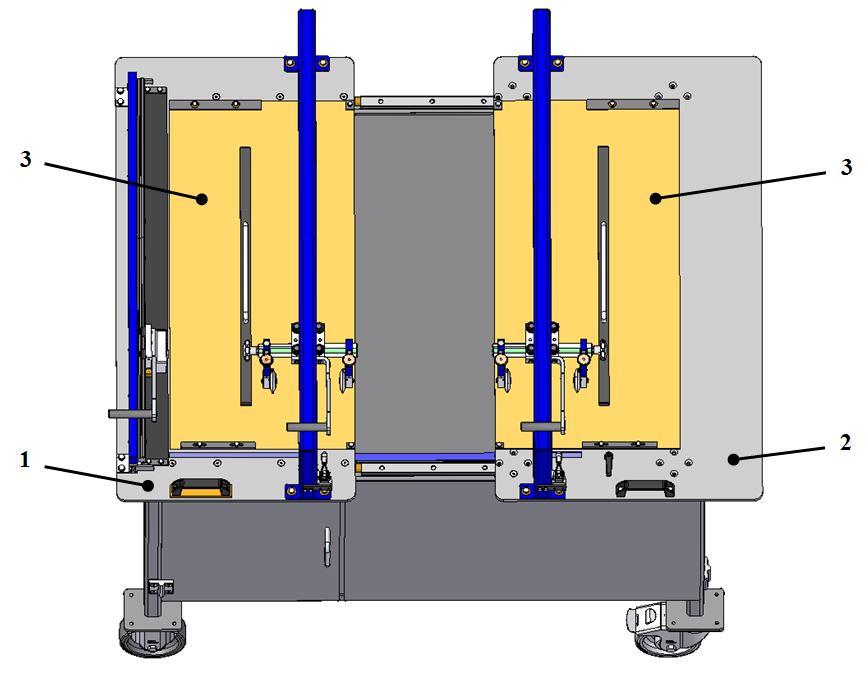
Bild
6 Tischplatte
Pos.1 Feste Tischplatte
Pos.2 Verfahrbare Tischplatte
Pos.3 Gummimatte
Einstellung der Sackbreite
Da je nach Kundenwunsch Säcke in unterschiedlichen Größen gefertigt
werden, müssen verschiedene Sackbreiten einstellbar sein. Die Breite
variiert zwischen 160mm und 400mm. Zur Einstellung dieser muss der
Feststellhebel (Bild 7; Pos.1) gelöst werden, dadurch kann die
verfahrbare Tischhälfte (Bild 7; Pos.2), den Anforderungen
entsprechend, verstellt werden. Die eingestellte Breite ist an der
Skala (Bild 7; Pos.3) ablesbar. Danach wird die Einstellung mit dem
Feststellhebel wieder fixiert.
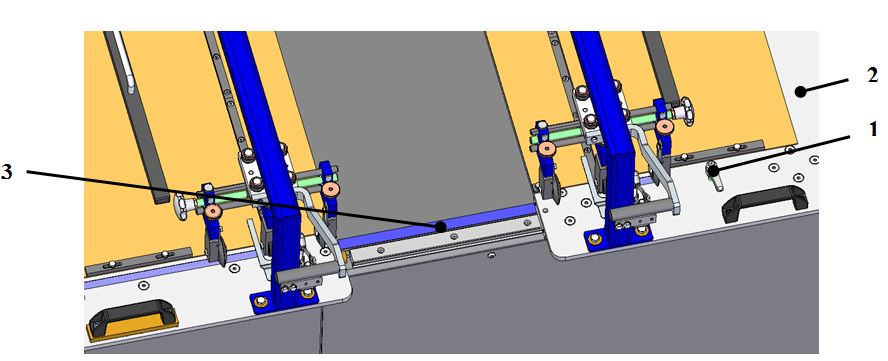
Bild 7 Einstellung der Sackbreite
Pos.1 Feststellhebel
Pos.2 Verfahrbare Tischhälfte
Pos.3 Skala
Folienfixierung und Anschläge
Damit die Kunststofffolie bearbeitet werden kann, wird diese flach
auf dem Arbeitstisch (Bild 8; Pos.4) ausgebreitet. Während der
Versuche wird festgestellt, dass mehrere Elemente notwendig sind, um
Folienverzug zu vermeiden und bessere Ergebnisse zu erzielen.
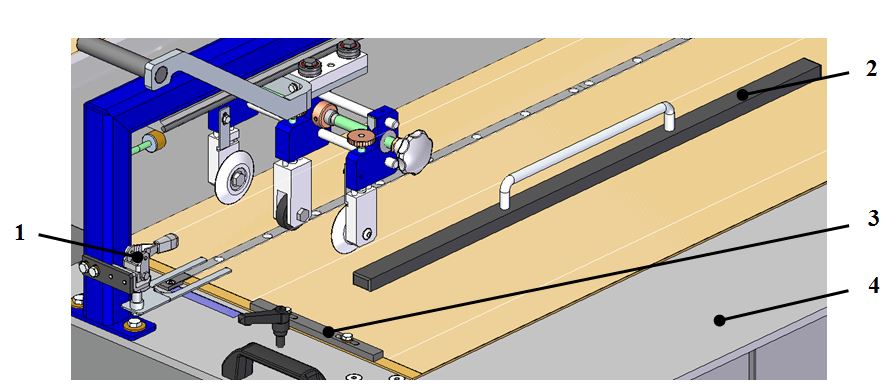
Bild 8 Folienfixierung und Anschläge
Pos.1 Schubstangenspanner
Pos.2 Magnetleiste
Pos.3 Anschlag
Pos.4 Arbeitstisch
Magnetleiste
Die Magnetleiste ist ein unabhängiger Bestandteil der
Faltvorrichtung und ist frei auf dem Arbeitstisch positionierbar.
Sie dient zur Fixierung der Folie. Es handelt sich um eine
rechteckige Aluminiumleiste (Bild 9; Pos.2) mit Einfräsungen und
Gewindebohrungen für die Magneten (Bild 9; Pos.3). Die
Anziehungskraft zwischen den Magneten und der Tischplatte aus Stahl
fixiert die Flachfolie auf der Gummiunterlage.
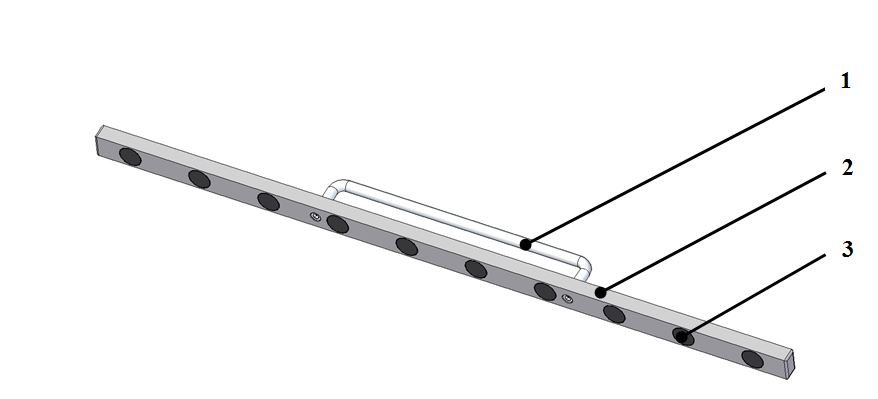
Bild 9 Magnetleiste
Pos. 1 Griff
Pos. 2 Aluminiumleiste
Pos. 3 Magnet
Schubstangenspanner und Anschläge
Zusätzlich zu der Magnetleiste sind zwei Schubstangenspanner (Bild
10; Pos.1) an der Faltvorrichtung verbaut. Sie fixieren die Folie im
Einlaufbereich des Formsystems. Dadurch gewährleistet sich der
sichere Halt der Folie im Einlauf. Die Anschläge (Bild 10; Pos.2)
vereinfachen die Ausrichtung der Folie. Diese können durch
Langlöcher ausgerichtet und in die passende Position gebracht
werden.
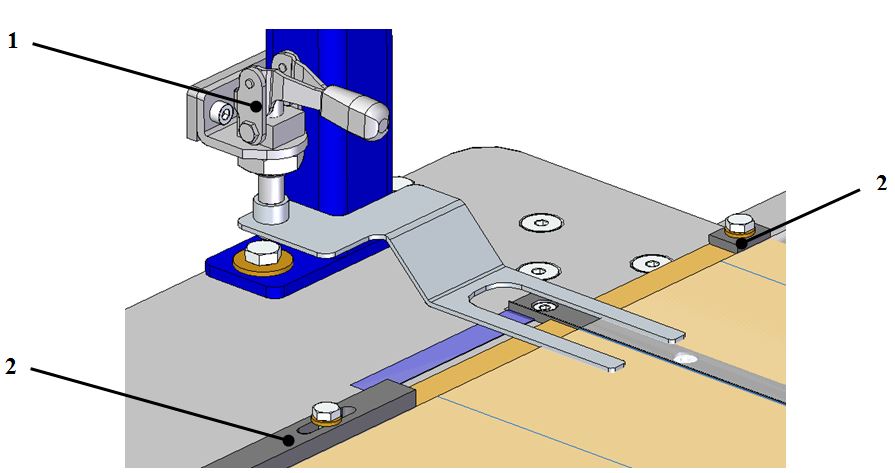
Bild 10 Schubstangenspanner
Pos.1 Schubstangenspanner
Pos.2 Anschlag
Prägevorrichtung
Ist ein Entlüftungskanal notwendig, muss die Folie in diesem
Bereich geprägt werden. Der sogenannte „Prägedruck“ wird durch die
Prägevorrichtung in die Folie eingebracht. Als Fundament der
Prägevorrichtung dient eine Traverse (Bild 11; Pos.3), die mit einer
Führungsschiene (Bild 11; Pos.2) verschraubt ist. Die Prägewalze
(Bild 11; Pos.5) ist auf einer Exzenterwelle (Bild 11; Pos.6)
gelagert und kann auf der Führungsschiene verfahren werden. Durch
den Exzenter wird die Druckkraft der Prägewalze und somit die
Prägetiefe eingestellt.
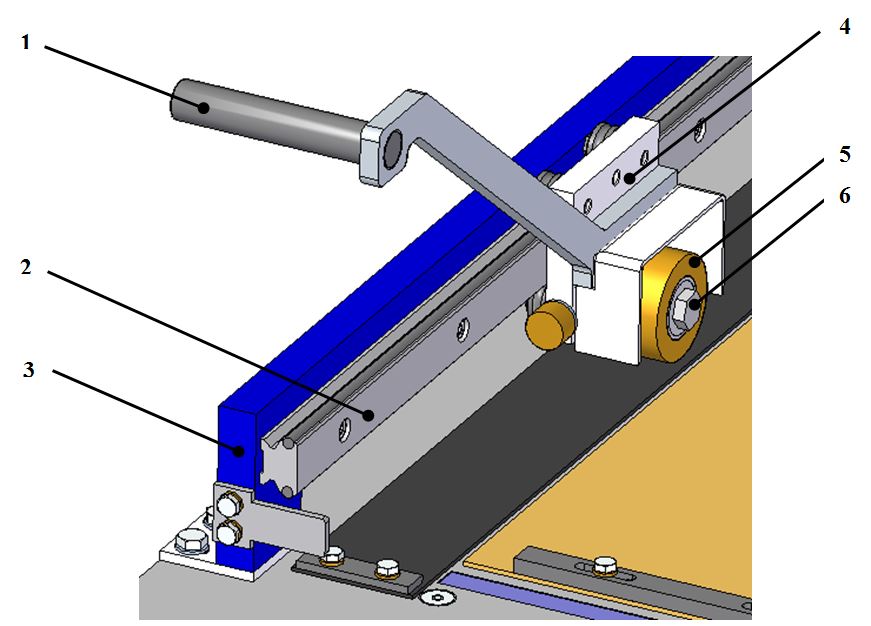
Bild 11 Prägevorrichtung
Pos.1 Griff
Pos.2 Führungsschiene
Pos.3 Traverse
Pos.4 Laufwagen
Pos.5 Prägewalze
Pos.6 Exzenterwelle
Transportrollen und Stauraum
Transportfähigkeit
Die Mobilität der Vorrichtung ist ein wichtiger Punkt der
Anforderungsliste. Aus diesem Grund sind Lenk- und Bockrollen
verbaut,
die den flexiblen Arbeitsplatzwechsel
gewährleisten.
Stauraum
Die Tischkonstruktion bietet genügend Stauraum für das Zubehör der
Faltvorrichtung.
Folienzuschnitte, Ersatzteile, Werkzeuge
und das Folienschweißgerät
können bequem
im Inneren verstaut werden.
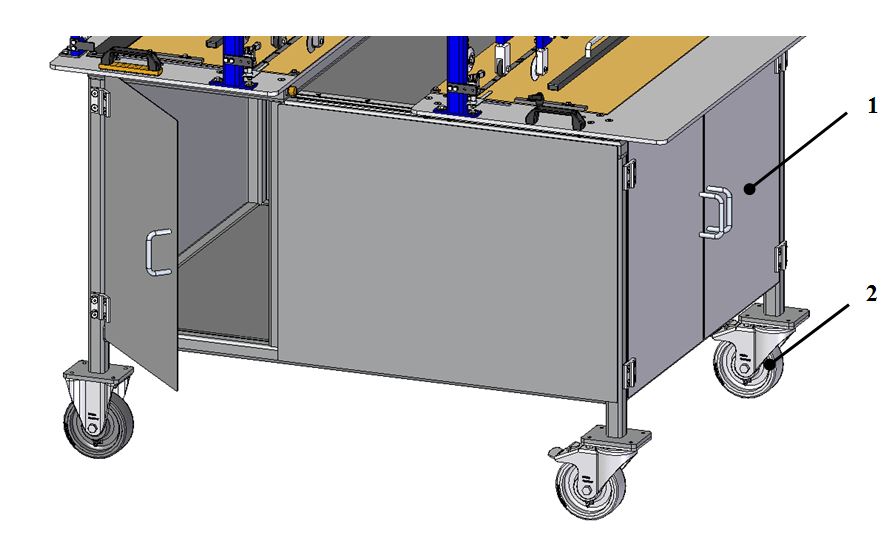
Bild 12 Arbeitstisch und Stauraum
Pos.1 Tür
Pos.2 Transportrollen
Zubehör
Nadelplatte
Damit die Luft aus dem Entlüftungskanal entweichen kann, wird die
Folie mit Nadeln durchstochen. Bei diesem Schritt wird eine
Nadelplatte auf die Folie gedrückt.
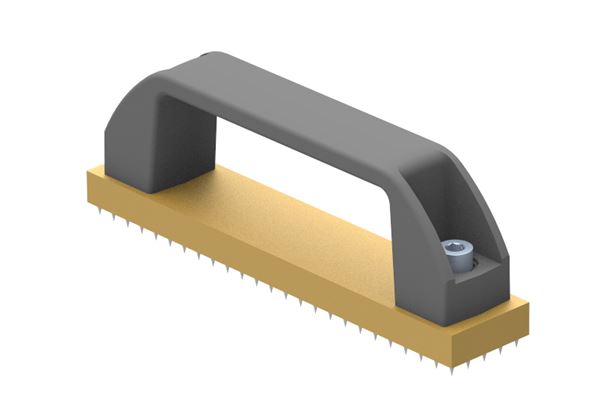
Bild 13 Nadelplatte
Schweißgerät
Mit dem Schweißgerät werden die gefalteten Enden der Abwicklung zu
einem fertigen Sack verschweißt. Die Schweißbacke presst die
überlappten Folienenden aneinander und wird kurzzeitig erhitzt,
wodurch eine stoffschlüssige Verbindung entsteht. Um die Kosten zu
reduzieren, baut HAVER & BOECKER OHG das Schweißgerät selbst.

Bild 14 Schweißgerät