Die Aufgabe bestand darin einen Kontrollschweissarbeitsplatz mit mechanisiertem Brennervorschub zu konstruieren und ggf. technisch
zu realisieren.
Anforderungen waren:
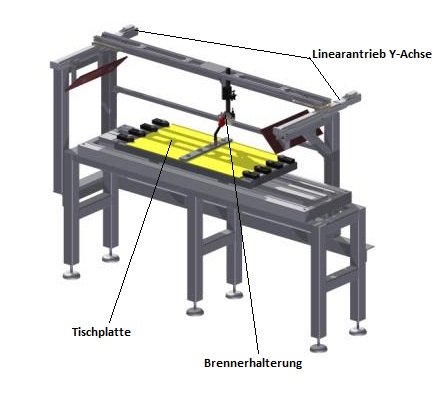
Automatisierte Bewegung der Tischplatte in X-Richtung von 1000mm Automatisierte Bewegung der Brennerfuehrung in Y-Richtung von 500mm Manuelle Bewegung der Brennerfuehrung in Z-Richtung von 100mm Manuelle Winkeleinstellung des Schweisskopfes Wassergekühlte Tischplatte
Die beiden oberen Linearantriebe bewegen das Gestell mit der Brennerhalterung
in der Y-Achse, mit einem Hub von 500 mm. Die Brennerhalterung laesst sich in der
Z-Achse manuell um 250 mm verstellen und eine manuelle Winkelverstellung der Brennerhalterung ist
gegeben. Die Tischplatte laesst sich um 1000 mm in der X-Achse verfahren.
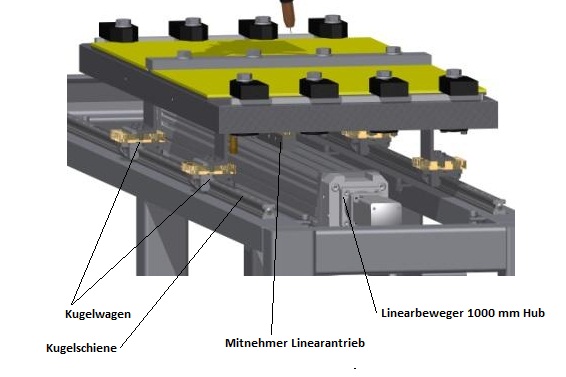
Das Gewicht der Tischplatte wird auf 4 Kugelwagen verteilt, welche sich auf zwei
Kugelschienen befinden. Der Mitnehmer vom Linearbeweger ist somit von der Last der
Tischplatte befreit und muss somit nur noch den Tisch in die jeweilige Richtung
verfahren.
Zwischen dem U-Stahl, welche die Tischplatte mit dem Kugelwagen verbindet, befinden sich Pertinax-Platten, die den Tisch komplett
vom Gestell elektronisch entkoppeln.
Dies ist die Tischplatte, in die eine Kuehlspirale eingefraest wurde um die Waerme durch ein Kuehlmittel abzufuehren.
Die Tischplatte wird mit einer 5mm dicken Stahlplatte hermetisch verschlossen.
Unter der Tischplatte befinden sich je ein Zu- und Ablaufanschluss für den Schlauch der Kuehlfluessigkeit.