Die Gesamtlösung „Neugestaltung einer Abrollvorrichtung sowie die Entwicklung und Konstruktion einer Bahnmittenregelung“, welche von der Projektgruppe ausgearbeitet wurde, besteht aus einer Anhebevorrichtung, die an allen fünf Maschinentypen montiert werden kann, und einer automatischen Bahnmittenregelung. Zur Bahnmittenregelung gehören eine Verstelleinheit und eine Bahnkantenerfassungsvorrichtung.
Bild 1-1:Gesamtlösung
| Position 1 | Anhebevorrichtung |
| Position 2 | Verstelleinheit der Bahnmittenregelung |
| Position 3 | Bahnkantenerfassung der Bahnmittenreglung |
1. Die Anhebevorrichtung
Bild 1-2: Teillösung Anhebevorrichtung
| Position 1 | Spindelhubgetriebe |
| Position 2 | Platte |
| Position 3 | Distanzstück |
| Position 4 | Wellenaufhängung Halter1 |
| Position 5 | Halteplatte |
| Position 6 | Bolzen |
Die Anhebevorrichtung ist das erste Teilsystem der Komplettlösung. Sie befördert die Folienrolle auf die benötigte Arbeitshöhe.
Für den Anhebevorgang der Folienrolle wird mindestens eine Kraft von 28,3kN benötigt. Das ausgewählte Spindelhubgetriebe (Bild.1-2; Pos.1) wird von der Firma „ZIMM Maschinenelemente GmbH + Co KG“ produziert und bringt ausreichend Kraft auf. Durch das Angebot des gesamten Spindelhubgetriebes als Baukastensystem, bietet es die Möglichkeit, dieses genau auf einen bestimmten Anwendungsfall anzupassen. Um den Tragarm und somit auch die Folienrolle anzuheben, wird ein Spindelhubgetriebe mit einer rotierenden Spindel verwendet. Bei dieser Variante bewegt sich eine Spindelmutter durch die Rotation der Spindel auf dieser linear auf und ab. Die Spindelmutter wird durch eine Schwenklagerung mit einem der beiden Tragarme verbunden. Der Motor muss ebenfalls schwenkbar mit dem Maschinenrahmen verbunden werden. Diese Schwenklagerungen sind nötig, da sich während des Anhebens der Abrollvorrichtung die Winkel zwischen Spindelhubgetriebe und dem Maschinengestell und somit auch die Neigung des gesamten Getriebes ständig verändern. Im Baukastensystem des Herstellers „ZIMM Maschinenelemente GmbH + Co KG“ wird eine geeignete Schwenklagerung für die Anbringung des Motors und die der Spindelmutter angeboten. Die schwenkbare Motoranbringung wird für die Lösung komplett verwendet. Diese besteht aus zwei Lagerböcken, welche beweglich am Getriebegehäuse angebracht sind. Die Lagerböcke werden mit der Platte (Bild.1-2; Pos.2) verschraubt, welche über zwei Distanzstücke (Bild.1-2; Pos.3) mit den Maschinenrahmen verbunden ist. Die Distanzstücke werden am Maschinenrahmen angeschweißt. Die Baukastenlösung für die schwenkbare Anbringung der Spindelmutter besteht aus einem Kardan-Adapter für die Spindelmutter, an dem zwei Lagerböcke montiert sind. Aus konstruktiven Gründen kann jedoch nur der Kardan Adapter verwendet werden, der mit der Spindelmutter verschraubt und durch zwei Bolzen (Bild.1-2; Pos.6) drehbar mit dem Tragarm verbunden wird. Einer der Führungsbolzen wird direkt am Tragarm verschraubt, der Andere wird über eine Haltevorrichtung befestigt. Diese besteht aus zwei Haltern (Bild.1-2; Pos.4), welche am Tragarm angebracht sind und einer Halteplatte (Bild.1-2; Pos.5) mit der Aufnahme für den Führungsbolzen, welche mit den Haltern verschraubt wird.
Der Maschinenbediener kann die Folienrolle über ein Handterminal mit zwei Tastern anheben. Um eine Kollision des Tragarmes mit dem Boden und ein zu hohes Anheben zu vermeiden, werden die Endpositionen des Tragarmes abgefragt (Bild.1-3)
Bild 1-3: Endlagenabfrage der Anhebevorrichtung
| Position 1 | Sensorblech |
| Position 2 | Endlagensensor (2x) |
| Position 3 | Halteblech |
2. Bahnmittenregelung
Bild 2-1: Bahnmittenregelung
Die Bahnmittenregelung besteht aus zwei Baugruppen. Während des Abrollvorganges messen die Sensoren der Bahnkantenerfassung (Bild.2-1; Pos.1) fortwährend die Position der Außenkanten der Folienbahn und geben ein Signal an die Maschinensteuerung. Wenn die gemessene Position der Folie vom Sollwert abweicht, sendet die Steuerung ein Signal an die Verstelleinheit (Bild.2-1; Pos.2). Diese regelt die Folienposition nach. Während eines Abrollvorgangs kann so mehrfach eine Verstellung der Folienrolle stattfinden.
2.1 Bahnkantenerfassung
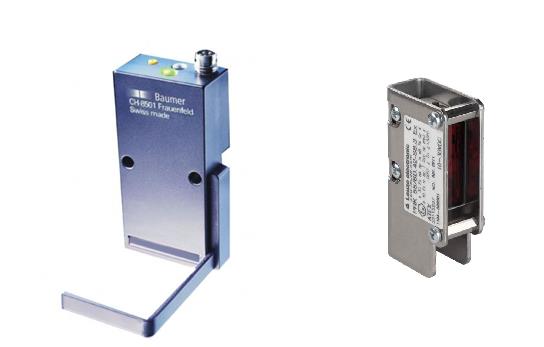
Bild 2-2: Gabelsensor Baumer ZADM (links); Lichttaster Leuze electronics HRTR (rechts)
Die Außenkanten der Folie werden jeweils durch einen Kantensensor abgefragt. Zusammen mit einem Vertreter der „Baumer Holding AG“ wurde ein Sensortyp gesucht, der die, in der Anforderungsliste, gestellten Anforderungen erfüllt. Ein geeigneter Sensor konnte nicht gefunden werden. Im explosionsgeschützten Bereich müssen Sensoren verwendet werden, die eine ATEX Zertifizierung besitzen. Ultraschall und Infrarotlicht sind laut den ATEX Bestimmungen[1] eine potentielle Zündquelle und dürfen daher nicht in Maschinen verbaut werden, welche in einem explosiven Umfeld eingesetzt werden. Wenn ein nicht ATEX zertifizierter Sensor abgeschirmt wird, kann dieser auch in explosionsgefährdeten Bereichen eingesetzt werden, da das explosionsgefährdete Medium durch die Abschirmung des Sensors nicht mehr mit diesem in Kontakt treten kann. Bahnkantensensoren mit einer Gabelform können (Bild.2-2; links) wegen ihrer offenen Bauart nicht abgeschirmt werden. Sie haben einen definierten Messbereich indem sie die Folie erkennen können. Die Folienbahn läuft bei dem Erfassungsvorgang durch die Öffnung der Gabel und der Sensor sendet die genaue Position der Folienkante an die Maschinensteuerung. Ein abgeschirmter geschlossener Sensor (Bild.2-2; rechts) gibt jedoch nur ein Signal an die Steuerung weiter. Dieser kann nur feststellen, ob eine Folie vorliegt oder nicht.
Die Projektgruppe hat mit den Projektbetreuern der „HAVER & BOECKER OHG“ beschlossen, die Forderung „Explosionsschutz (ATEX)“ aus der Anforderungsliste zu streichen und einen geeigneten Sensor ohne ATEX Zulassung einzusetzen, da nur in seltenen Fällen ein Explosionsschutz vom Kunden verlangt wird. Optional soll eine alternative ATEX-Variante mit Tastsensoren entwickelt werden. Ein Testlauf wird zeigen, ob die ATEX-Variante die geforderte Genauigkeit erbringt.
[1] RICHTLINIE 2014/34/EU DES EUROPÄISCHEN PARLAMENTS UND DES RATES; Abschnitt 2014/34/EG_L96/332_1.3.1 Gefahren durch unterschiedliche Zündquellenarten
2.1.1 Folienerkennung ohne ATEX Zulassung
Bild 2-3: Teillösung Folienerkennung ohne ATEX-Zulassung
| Position 1 | Eckennahtschweißvorrichtung |
| Position 2 | Baumer Gabelsensor |
| Position 3 | Folienbahn |
| Position 4 | Adapterplatte |
| Position 5 | Befestigungswinkel |
Bei der Lösung für Maschinen, für die ein Explosionsschutz nicht von Relevanz ist, kommen zwei Gabelsensoren der „Baumer Holding AG“ zum Einsatz. Diese messen die exakte Folienposition. Sie werden jeweils mit einer Befestigungseinheit an der Eckenschweißvorrichtung angebracht. Die Befestigungseinheit besteht aus einem Haltewinkel, der durch zwei Schrauben mit dem Gestell der Eckennahtschweißvorrichtung verbunden ist (Bild.2-3; Pos.1). und einer Adapterplatte, die den Sensor mit dem Haltewinkel verbindet (Bild.2-3; Pos.4). Die Gabelsensoren werden an die Adapterplatte geschraubt. Durch zwei Langlöcher im Haltewinkel kann die Adapterplatte und somit auch die Position des Gabelsensors eingestellt werden. Dies ist wichtig, da die Maschine verschiedene Schlauchfolien mit verschiedenen ausgeprägten Seitenfaltenbreiten verarbeiten können muss.
Die Anbringung an der Eckennahtschweißvorrichtung bietet zwei entscheidende Vorteile. Die Sensoren müssen Folien in verschiedenen Breiten erkennen können. Wenn also eine Folie mit einer anderen Abmessung verarbeitet werden soll, müssen die Sensoren diese auch erkennen können. Laut Anforderungsliste werden Folien mit einer Breite zwischen 220mm und 440mm verarbeitet. Um diesen Erkennungsbereich abzudecken, wird eine Verstellung der Sensoren benötigt. In der Eckennahtschweißvorrichtung ist bereits eine Verstelleinheit vorhanden, da diese auch auf die zu bearbeitende Folienbreite eingestellt werden muss. Die Sensoren und die dazugehörige Befestigungseinheit werden an der Eckennahtschweißvorrichtung angebracht. Dadurch muss der Maschinenbediener beim Rollenwechsel auf eine andere Folienbreite nur die Eckennahtschweißvorrichtung verstellen und die daran befestigten Sensoren stellen sich automatisch mit ein. Lediglich bei einem Wechsel auf eine Schlauchfolie mit einer anderen Seitenfaltenbreite müssen die Sensoren über die Langlöcher im Befestigungswinkel nachjustiert werden. Ein weiterer Vorteil dieser Befestigung ist, dass die Sensoren die Position der Folienbahn direkt vor der Verarbeitung erkennen. Durch den geringen Abstand zwischen der Positionsmessung und der Verarbeitung kann sich die Folienbahn nicht mehr verstellen. Eine genaue Bearbeitung wird gewährleistet.
Die Folienbahn legt nach einem Verstellvorgang der Folienrolle eine Strecke von ungefähr sechs Metern zurück, bis sie an der Bahnkantenerfassung ankommt. Erst dann kann die korrigierte Position der Folie erfasst werden. Während dieser Zeit findet kein weiterer Verstellvorgang statt.
2.1.2 Folienerkennung mit ATEX Zulassung
Bild 2-4: Teillösung: Folienerkennung mit ATEX Zulassung
| Position 1 | Eckennahschweißvorrichtung |
| Position 2 | Folienbahn |
| Position 3 | Lenze Lichttaster (2x) |
| Position 4 | Sensorhalter |
| Position 5 | Adapterplatte |
| Position 6 | Befestigungswinkel |
Bei der Folienerkennung mit einer ATEX-Zulassung werden die Folienkanten jeweils von zwei Lichttastern erfasst (Bild.2-4; Pos.3). Bei diesen Lichttastern handelt es sich um explosionsgeschützte Lichttaster der Leuze electronic GmbH + Co. KG. Diese werden bereits in in einigen Maschinen von HAVER und BOECKER eingesetz. Die Lichttaster können keine genaue Position der Bahnkante ermitteln. Sie können nur ein Signal weitergeben, ob eine Folie erkannt oder nicht erkannt wurde.
Beide Folienkanten müssen von den Lichttastern abgefragt werden, damit ein mittiger Einzug der Folie gewährleistet wird. Jede Bahnkante wird von zwei Tastern abgefragt, welche direkt nebeneinander angebracht sind, um einen möglichst geringen Messabstand und dadurch eine präzise Folienerfassung zu gewährleisten (siehe Bild.2-4). Jeder der vier Lichttaster wird auf einen Sensorhalter (Bild.2-4; Pos.4) geschraubt. Dieser kann als linke und rechte Version verwendet werden. Die Sensorhalter werden an dieselbe Adapterplatte (Bild.2-4; Pos.5) und am selben Befestigungswinkel (Bild.2-4; Pos.6), wie bei der nicht ATEX zugelassenen Variante befestigt. So lassen sich Lager-, Fertigungs- und Verwaltungskosten sparen.
Beim Erfassungsvorgang der Schlauchfolie laufen die Bahnkanten genau zwischen den innenliegenden und außenliegenden Sensoren hindurch. Bei einem optimalen mittigen Einlauf der Schlauchfolie erfassen die beiden innenliegenden Sensoren die Folienkante, jedoch die beiden außenliegenden Sensoren nicht. Wenn die vier Sensoren derartig beaufschlagt werden, befindet sich die Folienbahn im Arbeitsbereich und muss nicht korrigiert werden. Verlässt die Folienbahn den optimalen Arbeitsbereich, verändert sich auch die Beaufschlagung der Sensoren. Wenn, zum Beispiel, ein außenliegender Sensor eine Schlauchfolie erkennt, sendet dieser nun auch ein Signal an die Maschinensteuerung. Die Steuerung erkennt, dass sich die Schlauchfolie nun im äußeren Arbeitsbereich befindet und sendet ein Signal zur Verstelleinheit. Diese korrigiert die Position der Folienrolle, indem sie diese verschiebt. Wie bei der Variante mit dem Gabelsensor kann erst nachdem eine gewisse Strecke der Folienbahn verarbeitet worden ist, festgestellt werden, ob der Korrekturvorgang erfolgreich war. Da die genaue Position der Folienrolle nicht erfasst werden kann, ist diese Version nicht so präzise wie die Version mit dem Gabelsensor. Ein geplanter Testlauf wird zeigen, ob die erforderliche Genauigkeit dieser Version ausreicht.
3. Die Verstelleinheit
Bild 3-1: Die Verstelleinheit
| Position 1 | Winkelgetriebemotor |
| Position 2 | Antriebsspindel |
| Position 3 | Flanschmutter |
| Position 4 | Führungssäulen mit Führungsbuchsen |
| Position 5 | Grundplatte |
| Position 6 | Sechskantschraube M8x35 |
| Position 7 | Führungsplatte |
| Position 8 | Mitnehmer |
| Position 9 | Druckfeder |
| Position 10 | Bolzen für Mitnehmer |
| Position 11 | Initiatoren |
| Position 12 | Initiatorblech |
Eine neu konstruierte Verstelleinheit (Bild.3-1) ist ein wichtiger Bestandteil der Bahnmittenregelung, denn diese bewegt den Abrollstab und sorgt somit für die Verstellung der Folienrolle.
Die Verstelleinheit wird als komplette Baugruppe seitlich am Tragarm mit vier Sechskantschrauben (Bild.3-1; Pos.6) befestigt.
Die Bewegung der Verstellung wird durch einen Winkelgetriebemotor der Firma „SEW-EURODRIVE GmbH & Co KG“ realisiert (Bild.3-1; Pos.1). In Zusammenarbeit mit einem der Firma „HAVER & BOECKER OHG“ bekannten Vertreter wurde ein geeigneter Motor nach unseren Vorgaben ausgelegt. Dieser wird am Getriebegehäuse mit der Grundplatte (Bild.3-1; Pos.5) verschraubt.
Eine Antriebsspindel (Bild.3-1; Pos.2) wird durch eine Passfederverbindung mit dem Getriebemotor verbunden. Dadurch kann die Drehbewegung des Getriebes auf die Antriebsspindel übertragen werden. Die Antriebsspindel wird in der Hohlwelle des Getriebemotors fest fixiert, wodurch sie auch axiale Zug- und Druckkräfte aufnehmen kann.
Die Rotationsbewegung der Antriebsspindel wird durch eine Spindelmutter (Bild.3-1; Pos.3) in eine lineare Bewegung umgewandelt. Die Bewegung wird auf eine Führungsplatte (Bild.3-1; Pos.7), welche mit der Spindelmutter verschraubt ist, übertragen.
An der Grundplatte (Bild.3-1; Pos.5), an der auch schon der Motor befestigt ist, werden zwei Führungssäulen (Bild.3-1, Pos.4) angeschraubt. Auf der Führungsplatte (Bild.3-1; Pos.7) befinden sich rechts und links von der Flanschmutteraufnahme zwei Aufnahmen für Führungsbuchsen (Bild.3-1; Pos.4). Diese sind das Gegenstück der Führung und gleiten auf den Führungssäulen. Die Führungselemente werden benötigt, da die Antriebsspindel (Bild.3-1; Pos.2) bei einem Verstellvorgang ohne Führungen zu großen Radialkräften ausgesetzt wäre. Die Führungssäulen mit den Führungsbuchsen (Bild.3-1; Pos.4) fangen diese ab.
Bei einem Verstellvorgang der Folienrolle bewegt sich die Flanschmutter (Bild.3-1; Pos.3) und somit auch die Führungsplatte (Bild.3-1; Pos.7), welche über die Führungssäulen und den Führungsbuchsen (Bild.3-1; Pos.4) geführt wird, in axialer Spindelrichtung. Der Arbeitsbereich der Verstelleinheit wird durch zwei an einem Initiatorblech (Bild.3-1; Pos.12) angebrachte Initiatoren (Bild.3-1; Pos.10) begrenzt. So wird eine Kollision der Führungsplatte mit dem Getriebemotor und ein zu weites Herausfahren der Führungsplatte verhindert.
An der Führungsplatte ist eine Vorrichtung angebracht, welche den Abrollstab mit der Verstelleinheit verbindet. Diese besteht aus einem beweglichen Mitnehmer (Bild.3-1; Pos.8), der durch einen Bolzen (Bild.3-1; Pos.10) beweglich mit der Führungsplatte (Bild.3-1; Pos.7) verbunden ist. So kann der Mitnehmer um die Achse des Bolzens rotieren. Im Abrollstab befindet sich eine passende Nut, in dem der Steg des Mitnehmers eingeführt werden muss. Der Einlegevorgang wird mit Hilfe einer Druckfeder (Bild.3-1; Pos.9) erleichtert. Die Druckfeder befindet sich zwischen der Führungsplatte und dem unteren Teil des Mitnehmers. Sie drückt den Mitnehmer über seinen Hebelarm um die Rotationsachse des Bolzens nach oben. Durch diese Rotationsbewegung wird der Steg des Mitnehmers in die Nut des eingelegten Abrollstabes gedrückt und ist somit für den Verschiebevorgang formschlüssig fixiert. Der Abrollstab muss beim Einlegen mit seiner Nut nicht genau auf den Mitnehmer passen, da es ausreichend ist, wenn sich die Nut im Arbeitsbereich der Verstellung befindet. In diesem Fall wird der Mitnehmer von der Gewichtskraft der Folienrolle und des Abrollstabes heruntergedrückt, sowie die Druckfeder zusammengedrückt. Der Mitnehmer bewegt sich um die Rotationsachse des Bolzens herunter, bis sich der Steg soweit gesenkt hat, dass der Abrollstab auf seiner Auflagefläche, den Halbschalen am Tragarm, aufliegt. Beim im Betrieb nehmen der neuen Folienrolle muss der Steg des Mitnehmers in die Nut des Abrollstabes einrasten. Dies geschieht über einen Tastbetrieb der Verstellvorrichtung. Hierbei kann der Antriebsmotor der Verstellvorrichtung über einen Taster von Hand in beide Richtungen angesteuert werden. Dabei gleitet der Steg des Mitnehmers so lange am Abrollstab entlang, bis er auf die Nut des Abrollstabs trifft. Die Gewichtskraft des Abrollstabes mit der Folienrolle übt dort keine Kraft mehr auf den Mitnehmer aus. Die Druckfeder wird entlastet und der Steg des Mitnehmers kann in die Nut einrasten. Der Abrollstab ist nun mit der Verstelleinheit verbunden. Ist dieser Vorgang erfolgreich abgeschlossen, kann die Maschine für die weitere Produktion wieder gestartet werden. Beim Start der Maschine, wird zunächst, mittels einer Referenzfahr, die Verstellvorrichtung exakt in die Mitte ihres Arbeitsbereiches gefahren. Durch einen festen Anschlag am Abrollstab ist der Abstand zwischen der Nut und der Mitte der neuen Folienrolle gegeben. Ändert sich die Folienbreite, muss der Anschlag am Abrollstab angepasst werden. Ebenfalls ist die Grundposition der Folie gegeben und der Verstellweg von maximal 30mm in jede Richtung möglich.
Die Projektgruppe hat einen Testlauf durchgeführt, um zu ermitteln, wie sich die Folienbahn während eines Verstellvorganges verhält.
